- ООО"НПО "ЭКМО-ПРОМ", Россия, Екатеринбург, Фронтовых бригад 18Б, 620017
- 8-800-300-81-71
- +7(922) 201-25-08
Универсальная линия формования производства комбинированных конфет
Автоматизированная линия, позволяющая производить сразу несколько видов продукции до трёх слоёв: предназначена для получения одно, двух, трехслойного мармелада, пастила-мармелад-пастила, пастила с вкраплениями кусочков мармелада, одна-двух-трёх цветная пастила, сбивные конфеты (типа "Птичье молоко"), кремовые конфеты, комбинированные конфеты, путем непрерывной разливки на транспортерную ленту кондитерской массы, с последующей ускоренной выстойкой и резкой кондитерского пласта на готовые изделия.

| Производительность | кг/час | 250 |
| Продолжительность охлаждения | мин | 70-120 |
| Температура в холодильной камере | °С | +5...+10 |
| Расход холода | ккал/час | 40000 |
| Максимальная установленная мощность | кВт | 7,5-10 |
| Высота трехслойного пласта, (регулируемая) | мм | 10-30 |
| Габаритные размеры | мм | 24900х990х1770 |
| Количество обслуживающего персонала | 3-5 | |
| Охлаждение | фрион |


Рабочая ширина
500 мм.; 600 мм.; 800 мм.; 1000 мм. 1200 мм.
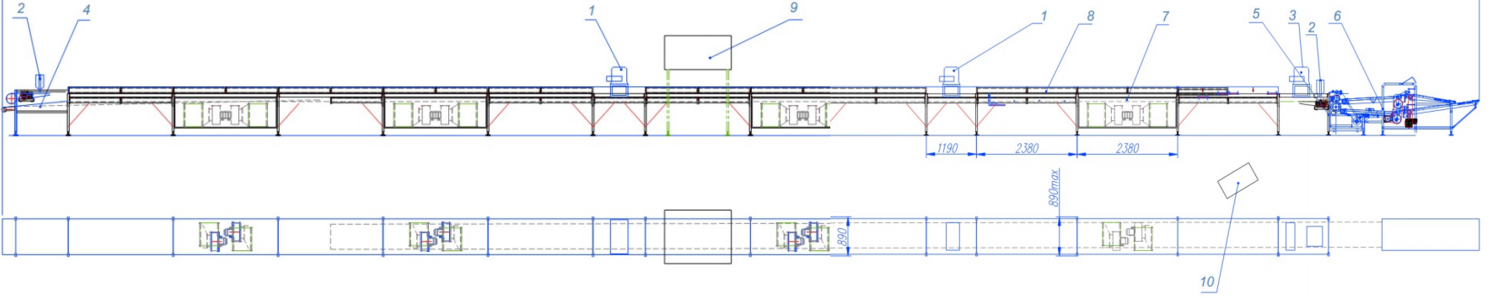

| Линия состоит из следующих основных узлов: | ||||||
| 1 | Экструдер для равномерной подачи массы на ленту | 6 | Секция продольной и поперечной резки | |||
| 2 | Устройство обсыпки | 7 | Охлаждающая секция шкафа | |||
| 3 | Мешалка дозатор | 8 | Туннельная секция шкафа | |||
| 4 | Приводная станция верхнего транспортера | 9 | Компрессорно-конденсаторный агрегат | |||
| 5 | Приводная станция нижнего транспортера | 10 | Шкаф управления | |||






Устройство и принцип работы
Линия формования состоит из следующих основных узлов: двух экструдеров; 2-х устройств обсыпки пласта сахарной пудрой, секции приводной, секции продольно-поперечной резки (ножи дисковые, устройство поперечной резки) охлаждающего шкафа, станций подготовки холодного воздуха, Компрессорно-конденсаторный агрегат, пульта управленияпоз, В охлаждающем шкафу имеется два транспортера: верхний и нижний с противоположными движениями лент. Секция продольно-поперечной резки содержит устройство для продольной резки (ножи дисковые), устройство поперечной резки, транспортер готовой продукции и транспортер фасовочный Экструдеры представляют собой емкости с электрообогревом для жидкой пастильной массы, закрытые крышками. Мешалки имеют привод для вращения горизонтального вала с лопатками, перемешивающими пастильную массу, подаваемой на ленту верхнегот ранспортера. На данной линии можно получать пласт, состоящий из нескольких слоев 1-2 (до 3-х с дополнительной мешалкой дозатором). Каждый слой, после его разливки охлаждается в охлаждающем шкафу до разливки следующего по высоте слоя. После прохождения третьего шкафа полученный пласт переходит под устройство обсыпки сахарной пудрой, обсыпается сверху пудрой и переворачивается на ленту нижнего транспортера. Нижний транспортер доставляет пласт ко 2-му устройству обсыпки сахарной пудрой, обсыпается пудрой с другой стороны и попадает на секциюпродольно-поперечной резки, где пласт разрезается на отдельные корпуса. Готовые корпуса пастилы по транспортеру готовой продукции поступают на фасовочный транспортер. Фасовочный транспортер позволяет осуществлять съем корпусов пастилы с транспортера на пластины, укладываемые на ленту фасовочного транспортера.
Примечание:
Линия оригинальна и не имеет аналогов. Отличается малыми габаритами при производительности не менее 240 кг/час. Параметры, получаемых на линии корпусов конфет, определяются желанием Заказчика. Линия снабжена устройством мойки и чистки ленты, а также устройствами обсыпки готовых изделий сахарным песком и удаления его избытков.
Находим решения для любой задачи.
Просто расскажите нам о ней!
Универсальная линия формования