- 8-800-300-81-71
- info@ekmo-p.ru, zakaz@ekmo-p.ru
- +7(922) 201-25-08
Поточно-механизированная линия производства мармелада "Апельсиновые и лимонные дольки"
Линия предназначена для изготовления трехслойного мармелада в виде лимонных или апельсиновых долек, методом непрерывной отливки двухслойной корочки, непрерывной отливки корпусов изделия на корочку, с охлаждением, ускоренной выстойкой, резкойна отдельные дольки и обсыпкой их сахарным песком.

Оснавные характеристики
| Производительность | кг/час | 250 |
| Охлаждение фреоновое | ||
| Продолжителтьность охлождения | мин | 90 |
| Время от начала отливки до выхода готовой продукции | мин | 105 |
| Количество полубатонов на транспортерной ленте | шт | 8 |
| Радиус готового полубатона | мм | 25 |
| Толщина лимонной дольки | мм | 4-10 |
| Количество обслуживающего персонала | 4-7 | |
| Габаритные размеры линии | м | 25х0,93х2,17 |







Устройство и принцип работы:
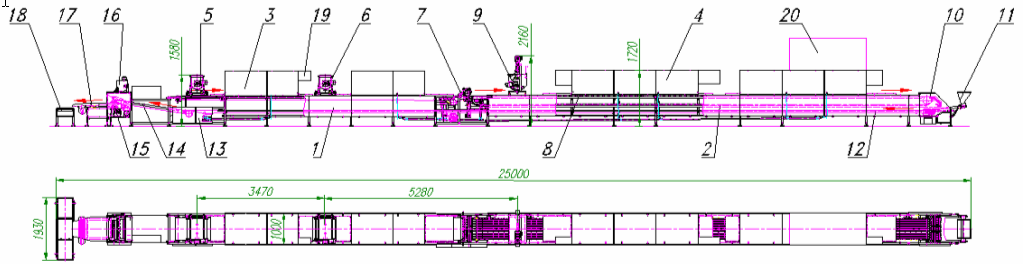
| Линия состоит из следующих основных узлов: | ||||||
| 1 | Шкаф охлаждающий корочки | 11 | Транспортер переворота батонов | |||
| 2 | Шкаф охлаждающий готовых батонов | 12 | Нижний транспортер | |||
| 3 | Охлаждающая камера корочки | 13 | Приводная станция нижнего транспортера | |||
| 4 | Охлаждающая камера готовых батонов | 14 | Наклонный транспортер резки | |||
| 5 | Устройство дозирующее корочки | 15 | Секция резки | |||
| 6 | Мешалка-дозатор | 16 | Устройство обсыпки сахаром | |||
| 7 | Секция резки корочки | 17 | Вибротранспортер | |||
| 8 | Желобковый транспортер | 18 | Лоток сбора сахара и просыпи | |||
| 9 | Дозатор розлива батонов | 19 | Пульт управления | |||
| 10 | Приводная станция желобкового транспортера | 20 | Компрессорно-конденсаторный агрегат | |||
Производство трехслойного мармелада в виде лимонных долек на данной линии начинается с отливки из мешалки-дозатора первого, цветного мармеладного слоя корочки на движущуюся транспортерную ленту верхнего конвейера, проходящего в охлаждающем шкафу . Конвейер снабжен устройством смазывания для исключения прилипания корочки к транспортерной ленте. Полученный первый слой корочки проходит через охлаждающую камеру, где застудневает и стабилизируется. Далее на этот слой из мешалки-дозатора отливается второй слой корочки. Полученные два слоя корочки далее проходят через следующую охлаждающую камеру, застудневают и стабилизируются вместе. Для получения слоя определенной толщины, под мешалками-дозаторами предусмотрены размазные каретки.
Двухслойный пласт корочки поступает в секцию резки , где разрезается дисковыми ножами на 8 полос шириной 75мм. Обрезь от пласта по краям падает на поперечный транспортер обрези, расположенный под зоной резки и отводится в цеховую емкость. Далее отдельные нарезанные полосы корочки переходят в желоба желобкового транспортера.
Желобковый транспортер представляет собой цепной транспортер с укрепленными на нем желобчатыми формами, при смыкании которых образуются непрерывные желоба, в которые и укладываются непрерывные полосы корочки, выстилая всю их поверхность. Желобковый транспортер располагается в охлаждающем шкафу.
Проходя под дозатором розлива батонов, в отдельные желоба транспортера, застеленные корочкой, дозирующим устройством плунжерного типа, отливается мармеладная масса для батонов. Отлитые полубатоны с корочкой проходят через охлаждающие камеры, где застудневают и стабилизируются. Сформированные полубатоны переходят на сближающий механизм, расположенный в конце желобкового транспортера. Сближающий механизм обеспечивает сближение между собой сформированных батонов, имевшие до этого большие промежутки.
После сближения батоны переходят на ленточный транспортер переворота батонов с противоположным направлением движения транспортерной ленты, вследствие чего батоны переходят на него в перевернутом положении и ложатся на ленту своей плоской поверхностью. Лента транспортера переворота батонов предварительно покрыта тонким слоем сахарного песка из бункера, расположенного в начале транспортера переворота.
С наклонного транспортера переворота батонов, батоны переходят на нижний выстоечный ленточный транспортер , проходят внутри охлаждающих шкафов и дополнительно выстаиваются.
Привод желобкового транспортера осуществляет приводная станция.
Непрерывные батоны на нижнем ленточном транспортере поступают на наклонный транспортер резки, и далее в секцию резки. Привод нижнего транспортера и наклонного транспортера переворота батонов осуществляет приводная станция .
В секции резки мармеладные батоны гильотинным ножом режутся на дольки определенной толщины. При этом дольки обсыпаются сахарным песком из устройства обсыпки. Привод наклонного транспортера резки осуществляет мотор-редуктор, расположенный в секции резки.
Затем нарезанные и обсыпанные сахарным песком дольки переходят на вибротранспортер, где отделяются от лишнего сахарного песка и ссыпаются в сетчатые решета, расположенные на приемном столике. Отделенный лишний сахарный песок через специальный направляющий лоток вибротранспортера ссыпается в цеховую емкость.
Управление агрегатами линии производится с пультов управления
Все привода транспортеров линии снабжены частотными преобразователями, за счет чего номинальные скорости движения транспортеров могут регулироваться в определенных пределах.
В линии предусмотрены мойки: верхнего транспортера корочки, желобкового транспортера в секции резки корочки, нижнего выстоечного транспортера в приводной станции.
Бункеры мешалок-дозаторов снабжены электрообогревом. Бункер дозатора розлива батонов имеет водяную обогревающую рубашку, с автономной системой регулирования температуры нагреваемой воды.
Линия производства мармелада "Апельсиновые и лимонные дольки"
Обработка видео...
Доставка и оплата
Уважаемые клиенты, ознакомьтесь с вариантами подбора, оплаты, получения и ввода в эксплуатацию товара, а также с гарантийными и другими обязательствами.
Как оплатить?
- Оплата наличными
- Безналичная оплата
- Оплата банковским переводом
- Лизинг
Как запустить?
- Пуско-наладка оборудования (вы оплачиваете проезд и проживание)
Как получить?
- Доставка в любой город России и ЕАЭС нашим грузовым транспортом или транспортной компанией
- Самовывоз со склада в г. Екатеринбурге
Важно!
- Гарантийные обязательства
- Заключение договора
- Дополнительная информация